Material Handling Knowledge
자동반송 시스템과 Fab 레이아웃의 계획, 설계 및 시뮬레이션 분석
‘자동반송시스템과 Fab 레이아웃 계획, 설계 및 시뮬레이션 분석은 앞에서 다루었 던 “300mm 반도체 Fab” 및 “TFT-LCD Fab에서의 자동반송시스템’과 같이 일반 적인 예로써 설명하였다. 너무 이론적으로 접근하기에는 지면의 한계가 따르고, 축 약을 하면 내용을 연속성 있게 표현할 수 없기 때문에 일반적인 생산라인에서의 자동반송시스템과 Fab레이아웃을 작성하는 데에 따른 순서대로 예를 들어 가며 설 명 하였다. 예에 대한 설명으로 이루어져 있으나, 실제의 생산라인에서 나타날 수 있는 현상을 바탕으로 다루었기 때문에 이해의 정도에 따라 많은 정보를 담고 있다.
1. 서론
자동반송시스템을 이용한 공장설비의 배치와 활용을 위한 계획을 수립하는 일은 가능한 모든 자원들의 효율적인 이용을 위하여 매우 중요하다. Fab내부에서의 실제 생산에 들어갔을 때의 각각의 자동반송시스템과, 프로세스장비, Fab의 운영시스템과 생산현장의 운영요원(Operator)들 간에 생산라인에 많은 요인들을 발생하여 영향을 미칠 수 있기 때문에, 이러한 발생요인들을 흡수하여 궁극적으로 목표하는 생산량 과 수율(Yield)을 달성하기 위해서는 모든 부분에 대한 예측과 사전계획의 중요성을 알 수 있을 것이다.
이러한 생산라인과 자동화 시스템의 계획, 디자인, 레이아웃의 작성 및 공정간 물 류분석은 필수적 검토사항으로, 이를 통하여 각 시스템의 효율적인 운용방안 도출 할 수 있다. 새로운 생산라인에서의 고려 뿐만 아니라 기존 생산라인에 대한 물류설 비에 대한 현상 및 능력(Capacity)를 분석하여 문제점을 파악, 실험을 통하여 개선 안 도출할 수 있다.
새로운 생산공장을 계획하고 설계하는 일과 기존 생산라인에 대한 각 설비의 개선 안을 도출하기 위하여 생산의 목적물에 대한 각각의 설비들의 배치와 이들 설비들 간에 이송을 담당하는 반송시스템들에 대한 수학적, 통계적 시뮬레이션을 통하여 기본적인 계산을 할 수 있다. 그러나, 수학적 모델을 이용한 시뮬레이션은 각각의 시스템(생산라인의 각 설비 및 자동반송시스템 들의 현실적인 현상을 반영하는 데 는 한계가 있다. 이때 사용하는 것이 컴퓨터 시뮬레이션을 이용하여 생산라인에 대 하여 사전에 설비운용에 관한 시나리오를 작성하여 이를 프로그래밍하여 가상의 생 산공장을 운영함으로써 각 시스템들이 균형 있게 사용되고(Utilization) 생산 재공품 (WIP)의 이송이 원활히 공급되는지에 대하여 검증을 할 수 있다. 시뮬레이션의 장 점은 실제 설치된 설비 등의 배치와 작업공간 및 생산라인 물류에 대한 경로 (Route)분석을 통한 생산성 향상에 실질적인 접근을 할 수 있다는 장점이 있다. 이 러한 제조시스템에 대한 기본은 Queuing 이론과 SCM (Supply Chain Management) 이론 등을 바탕으로 전개될 것이다. 또한 초기 작성된 각각의 설비배치 안에 대한 적정성에 대한 검증과 최적화에 대한 부분으로 본 글이 전개될 것이며, 기본적인 수학적 기법과, 몇 가지의 컴퓨터 시뮬레이션 프로그램을 사용하여 예를 나타낼 것 이다.
1.생산라인 Design 개요
생산라인을 처음 디자인한다는 의미는 생산라인의 기본적인 형태(Frame)를 어떻 게 할 것 인가로부터 접근한다. 생산라인을 위한 지리적 공간적 제약사항에 따라 단층 또는 다층간 생산현장을 구성할 수 있으며, 단층 또는 다층간 생산현장을 구 성할 경우에 따라 사용될 수 있는 자동반송시스템의 종류는 달라 질 수 있다. 이 러한 기본적은 생산라인의 프레임을 정의하게 되면 좀 더 세밀한 부분에 대한 정의를 하는 것이다.
각각의 생산공장마다 생산목적물이 다르므로 생산목적물에 따라 접근방법이 약간씩 은 다르게 접근할 수 있으나, 근본적인 접근이론이나 방법은 동일하다.
생산라인의 구성에 대한 기본적인 안이 작성되었을 때 시뮬레이션을 통한 타당성 및 시스템의 용량을 분석하기 위하여 다음과 같이 크게 3단계로 접근할 수 있다.
첫째, 이론적 분석으로서 Static Analysis의 접근으로 이는 생산라인 내에서 발생하는 WIP(Work In Process)에 대한 정량적 분석 및 Optimizing을 목적으로 Queuing이론, Jackson Network과 Little’s Law를 기본으로 하여 각 Process Tools및 Tool Group과 Stocker의 Sizing을 산출하여 공장운영의 기본이 되는 인벤토리 콘트롤에 대한 적정 재고량을 산출하는 것이다. 인벤토리 량의 산출은 생산라인 내에 존재하는 재공품(WIP)의 증가에 따른 Cycle Time의 증가로 이어져, 막대한 재고 비용을 유발시킬 수 있다.
각 생산라인 내에서 발생되는 재공품의 이송(Material Flow)의 밀집 도를 판단하고자 Process Data(Flow 및 Production Volume) 와 Layout을 기초로 교통량 분석을 실시하며, 이 두 가지의 분석은 다음 단계 (Discrete Event Simulation)에 대한 기초자료로 사용되며, 분석의 방향을 판단할 수 있도록 하는 단계이다.
둘째, Discrete Event Simulation Model을 이용한 방법으로, Static Analysis를 통하여 분석된 Data를 바탕으로 Simulation Model을 개발의 기초자료로 사용된다. 시뮬레이션 모델의 개발은 생산라인내의 모든 자동반송시스템(Automated Material Handling System)인 AGV, OHS/T, Stocker에 대하여 기본적인 운용 알고리즘을 반영하여 실시하여야 한다.
셋째, Statistic Analysis로써 Discrete Event Model에서 추출된 데이터를 통계적으로 분석하여 시뮬레이션 결과를 시각적으로 표현, 시스템 적합성을 판단할 수 있도록 표현한다.
2. 시뮬레이션의 가정
시뮬레이션은 실제의 생산라인을 모사한 내용이므로 많은 간략화 또는 가정을 정의 하여 현실적 제약사항들이 반영된 레이아웃, 산업공학적 이론 및 시뮬레이션 이론 에 근거하여 분석의 목적 및 범위에 위배되지 않는 범위에서 정의 되어 사용된다.
Static Analysis의 가정
생산라인 내에서 발생되는 재공(WIP)량의 정량적 분석을 통하여 필요한 Buffer의 (Storage Requirement)을 정하기 위하여 Queuing 이론을 기본으로 각 버퍼(Stocker)는 Arrival Rate과 Service Rate이 지수분포(Exponential Distribution)을 따르는 장비 앞에 놓인 Buffer로 간주된다. 따라서, Process Flow상에서 특정 Stocker로부터 재공품을 공급받는 공정 장비들은 하나의 Tool Group으로 간주되며 이 Tool Group의 Tack Time은 Tool Group내 각 장비의 Tack Time, 공정 반복 횟수 및 장비 대수 등을 고려하여 산출된다.
Event Simulation Model의 가정
Static Analysis 분석 결과를 기초로 하여 Event Simulation Model를 개발하여 실험하기 위하여 각 Event는 Simulation 시에 어떠한 시스템을 시뮬레이션 하는가에 따라 해당 시스템의 분포형태를 파악하여 시뮬레이션 모델에 적용한다. 또한 생산라인의 특성에 따라 초기 시뮬레이션의 시작점에서 시작하여 시뮬레이션 모델이 안정상태(Steady State)에 도달하기 까지의 시뮬레이션의 결과(Date)의 편향을 방지하기 위하여 Warm-up Time을 정의하여야 한다.
Layout Assumption
최종 작성된 레이아웃을 바탕으로 시스템들이 접근하는 각각의 시스템 별로 타 시스템의 가용한 위치나 수량 등이 정의되어야 한다. 또한 레이아웃상에 각각의 이송시스템이 상용될 수 있는 경로 또는 우회할 수 있는 경로에 대하여 정의하여 시뮬레이션의 입력 데이터로 사용되도록 하여야 한다.
3. Static Analysis
정량적 분석은 다음의 기초자료를 바탕으로 이루어진다.
- Process Flow Information
- Production Mix
- Special Move Requests
- System Expectations and Requirements
- Factory Layout
위의 자료 중 Process Flow정보를 이용하여 각 시스템 간의 From-To Matrix를 이용 하여 프로세스의 흐름에 따른 제공품의 이송 요구량을 산출한다. 이때 생산 기초 자료 중 비 정상적인 재공품의 흐름을 반영한다.


각각의 프로세스장비들이 처리하는 량에 대한 Buffer가 처리할 수 있는 량에 대한 정량적 계산을 실시한다. [표 3]에서 2번 Bay에서 Buffer가 처리해야 할 량이 시스 템이 가지고 있는 능력보다 133%에 달하고 있다. 이러한 경우 레이아웃을 재검토하여 Buffer의 분산하거나, 처리할 시스템을 늘려 분산시켜야 한다.
위와 같은 예의 기본적인 SCM(Supply Chain Management) 즉, 물류와 공급사슬의 관리는 제조공정의 시간 및 공정운용 사이에서 물류이송에 따른 WIP의 분석 및 물 류의 이송 량을 예측할 수 있다.
생산라인의 자동화의 계획, 디자인, 분석은 효율적인 제조공정의 운용을 위하여 생 산시스템의 성과지표인 WIP, Cycle Time과 Throughput을 기반으로 한다. 여기서 성과 지표인 WIP과 CR는 낮을수록 좋고 Throughput은 높을수록 우수한 시스템이 며, 이 세 지표는 WIP=Cycle Time X Throughput 으로 표현될 수 있다.
Little’Law의 이론에 의하여 WIP과 물류의 이송을 이해 함으로써 WIP, 가동률, Cycle Time, Throughput에 미치는 영향을 아래와 같이 정리 할 수 있다.
- Cycle Time이 동일할 때 투입량의 증가 = More WIP
WIP(증가) = CT * Start Rate(증가) = 필요 Storage의 증가(안 좋음)
- 투입량이 동일할 때 Cycle Time의 증가 = More WIP
WIP(증가) = CT(증가) * Start Rate = 필요 Storage의 증가(안 좋음)
- 투입량의 증가와 Cycle Time이 동시에 증가 = Much More WIP WIP(대량증가) = CT * Start Rate = 필요 Storage의 증가(아주 안 좋음)
- 투입량이 동일할 때 Cycle Time의 감소 = WIP OK WIP = CT(감소) * Start Rate(증가) = (좋음)
- Discrete Event 시뮬레이션 분석적 방법과 시뮬레이션
분석적 방법은 수학적 계산에 의하여 표현될 수 있으며 많은 변수들에 대한 가정을 통한 간략화가 필요하다. 그러나, 생산라인과 같은 복잡한 경우 이러한 분석적 방 법은 수학적으로 해결 할 수 없는 경우가 대부분이다.
이러한 분석적 방법으로 문제에 대한 해답을 얻을 수 없을 경우에 시뮬레이션 기법 을 적용한다.
- 분석적 방법 : x+a=b
- 분석적 방법의 수학적 표현으로 x=b-a 이라 표현
- 시뮬레이션 : x+a=b
- 시뮬레이션은 x의 값을 반복하여 식을 만족하는 모든 가능한 값을 반복 하여 계산
분석적 방법은 Markov Chain과 확률적 방법을 이용한 시뮬레이션 초기값의 추출에
사용되어 지며, 이는 시뮬레이션과 같이 반복적으로 이루어지는 경우와 같이 많은 시간을 필요로 하나, 초기 입력 값을 얻을 수 있다면 시뮬레이션 시간을 최소화 할 수 있으므로, 분석적 방법과 시뮬레이션 방법을 별개로 생각할 수 없고 단계별로 적용해야 한다.
시뮬레이션 모델링이란?
시뮬레이션이 모든 생산라인에서 일어날 수 있는 현상에 대하여 문제를 해결 할 수 는 없다. 그러나, 특정한 시스템이나 현상에 대하여 응답을 주거나, 여러 가지 생산 라인을 운용하는 데에 따른 경우들에 따른 답을 줄 수 있으며 아래와 같은 시뮬레 이션 및 시뮬레이션 모델에 대하여 표현할 수 있다.
- 시뮬레이션은 문제를 해결하지 못한다.
- 시뮬레이션은 아래와 같은 부분을 위한 Tool이다.
- 미래의 시스템에 대한 테스트 및 응답
- 가능한 Option들에 대한 분석(Analysis)
- 변화에 대한 평가
- 시스템의 적합성의 판단
- 시뮬레이션은 시스템에 관하여 ‘What If’ 시나리오에 대한 답을 줄 수 있다.
- 시뮬레이션 모델은 시스템의 동작에 대한 이해를 바탕으로, 프로그래밍을 이용하여 변화에 대하여 예측 가능하도록 시스템을 추상적으로 만든 것이다.
- 실행에 앞서 새로운 개념이나 시스템을 테스트
- 설정된 이론이나 가설을 해당 시스템의 미래 형태를 예측하는데 이용 하여 시스템의 변화나 시스템의 운용방법의 변화가 가져다 주는 효과를 예측
- 간단한 시스템의 경우 수학적 모델을 이용하여 답을 구할 수 있다. (Queuing 이론, 미분방정식, linear programming)
- 수학적 Model를 통하여 정확성에 근접한 답을 얻을 수 있으나,
- 해답을 얻기 위하여 너무 많은 가정을 사용하여 단순화될 수 있다
- 정학성에 근접하기 위하여 복잡한 system은 복잡한 Model을 이용함.
아래의 [그림 1]은 시뮬레이션 모델이 실제의 시스템과의 근접성을 표현한 것 이다. 이와 같이 시뮬레이션은 실제의 시스템을 모사하여 문제에 답을 얻을 수 있을 만큼의 정확성을 가지고 있다고 할 수 있다.

시뮬레이션 vs. Real System
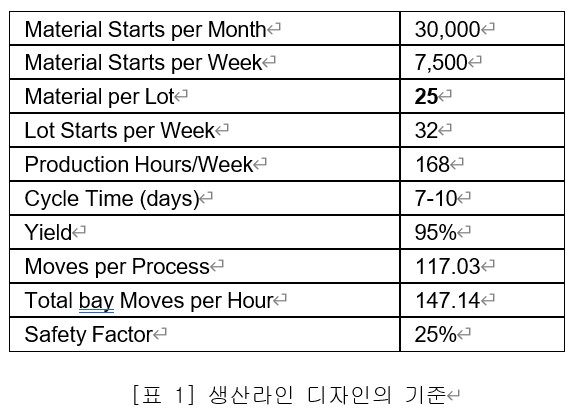
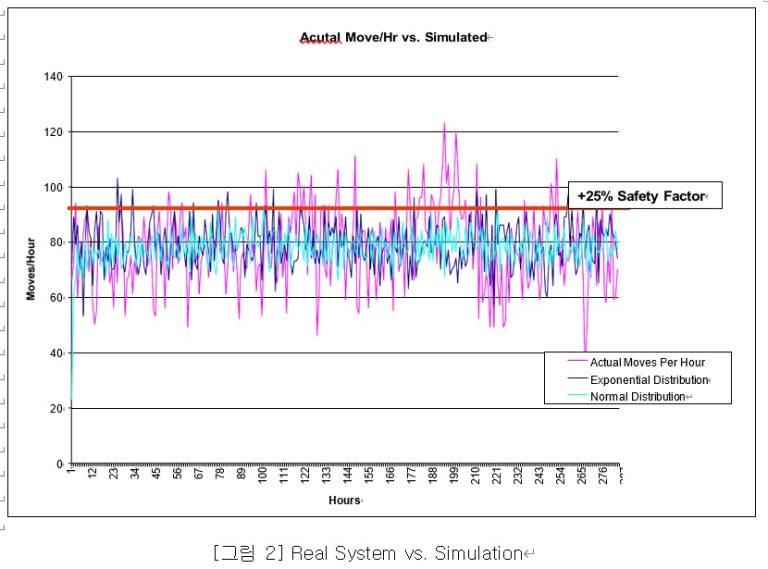
일반적으로 Model의 특성상 Real System을 가정하여 작성되므로, 시뮬레이션 모델 에 안전율 (Safety Factor)을 적용하여 모델에 스트레스(Stress)를 주는 것이 일반적 이다. [그림 2]는 시뮬레이션에서 적정한 안전율(Safety Factor)를 어느 정도로 하 여야 하는가에 대하여 실제 시스템(Actual System)의 Log를 분석하고 시뮬레이션 모델의 반송요구(Events의 발생)의 특성을 지수분포로 적용하였을 경우와 정규 분 포를 적용하였을 때의 경우를 비교하여 나타낸 것이다.
일반적으로 Event 시뮬레이션을 실시하는 경우 대부분의 지수분포(Exponential Distribution)을 적용하여 Events를 발생시킨다. 그 이유를 설명하는 데는 많은 고찰 이 필요하나, 일반적으로 Discrete Event 시뮬레이션을 실시할 때, 확률 변수 X 의 확률 밀도 함수가 아래와 같이
f(x) = λe-λx , x > 0, λ > 0 라고
주어질 때 X 는 모수 λ를 갖는 지수분포(exponential distribution)를 따른 다. 다시 말해, 단위시간에 평균 λ개의 사건이 포아송 확률로 일어난다면, 한 사건이 일어난 뒤 다음 사건이 일어날 때까지의 시간간격 X 에 대한 확률 분포가 지수분포를 따르는 것이 생산시스템에 적합하고, 지수본포가 실제의 시 스템에 좀더 근접한 분포를 나타낼 수 있다는 것을 아래의 [그림 2]에서 알 수 있다.
Warm-up Time
시뮬레이션은 컴퓨터를 이용한 Real System의 모방이다. Real System으로 생산라 인을 구성했을 경우도 실제 각각의 시스템이 초기 계획된 성능을 발휘하기 위해서 는 일정한 시간을 거쳐 계획된 성능(안정상태: Steady State)에 도달할 수 있다. 컴퓨터 시뮬레이션 또한 이러한 과정에 대한 대비가 필요하다. 초기 모델링 한 시 스템을 시뮬레이션 하면 각각의 시스템이 동시에 시작하여 시뮬레이션을 시작시점 에서는 많은 처리 요구량으로 인하여 시뮬레이션 모델이 제대로 처리하지 못하여 시스템에 급격한 스트레스를 가하는 현상이 발생한다. 이러한 현상을 결과 도출과 정에서는 배제를 시켜야 하며 시뮬레이션이론에서는 ‘Warm-up Time’으로 정의를 내린다. Warm-up Time은 각 시스템의 특성 별로 그 주기를 달리 적용해야 하며 [그림 3]은 생산라인의 이송시스템의 경우에 대한 예를 나타낸 것이다.
- 시스템은 서비스를 하지 않은 상태이고, Idle상태에서 시작함
- 모든 반송요구는 초기 모든 시스템이 동시에 시작함.
- 따라서 초기 이송시간은 급격히 상승 후 안정상태 도달함.
- 20일의 Warm-up 시간 후 안정상태(Steady State) 부분을 사용함.

위와 같이 분석적 방법과 시뮬레이션을 통하여 모델을 완성하여 실제 생산라인을 표현하여 분석을 실시하는 경우 무엇보다 중요한 것은 정확한 입력 데이터라 할 수 있다. 처음 도입하는 생산라인의 경우는 예측과 계산에 의하여 초기 입력 데이터를 구할 수 있으나, 기존의 생산라인에 대한 문제점에 대한 대안의 도출을 시도할 경 우, 실제 생산라인의 생산정보를 이용하는 것이 가장 정확한 응답을 얻을 있다.
시뮬레이션을 통한 대안의 도출
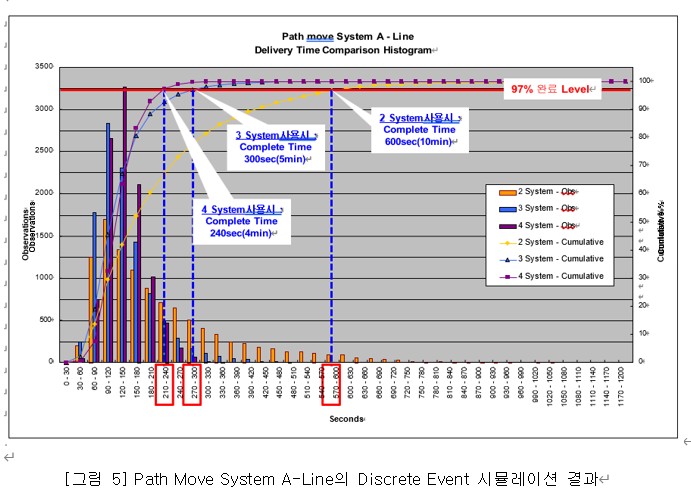
Discrete Event 시뮬레이션에서 최종 결론을 어떻게 표현해야 하는가는 어떠한 시 스템에 대한 대안의 도출인가에 따라 많은 연구가 이루어 져야 한다. [그림 5]는 생산라인에서 이송시스템에 대한 대안의 최종 도출한 결론을 표현한 것이다.
[표 4]는 이송시스템의 반송요구에 따른 평균 소요시간을 나타낸 것이다. 시뮬레이션이 이산확률(Discrete Event)적으로 프로세스 장비로부터의 반송요구에 따른 시스템이 서비스 한(Events) 횟수들에 대한 평균시간을 나타낸 것으로 ‘Transfer Time’은 순수하게 이동하는데 소요된 시간이고, ‘Wait Time’은 프로세스 장비가 반송요구를 하였으나, 각 이송시스템이 다른 장비의 반송요구에 서비스 중 이어서 서비스를 받는데 소비한 평균시간을 나타낸 것이다.
여기서 ‘Wait Time’은 작을수록 좋으며 반송 요구가 있을 때마다 제시간에 서비스 를 받을 수 있다. [표 4]와 [그림 5]는 같은 결론을 서로 다르게 표현하고 있다. [그림 5]에서 Y축에 나타난 Event 시뮬레이션의 횟수를 모두 합하여 평균 걸린 시 간을 나타낸 것이 [표 4]이고, [그림 5]는 각 Event가 발생 할 때마다의 걸린 시간 을 분포된 값과 완료 율을 나타낸 것이다.
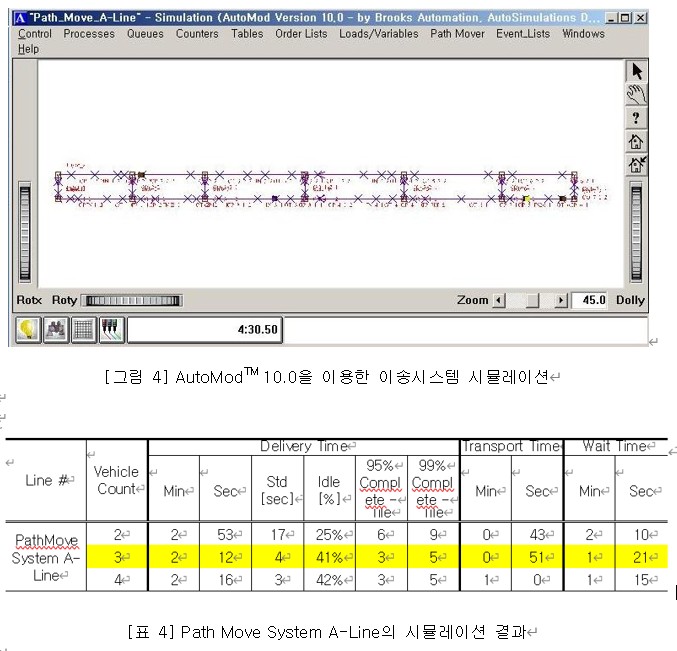
[그림 5]에서 AGV시스템 또는 OHS 시스템 등의 이송시스템에서 특정라인에서 프 로세스장비에서 반송 요구가 발생했을 때 몇 대의 시스템을 필요로 하는가에 대한 적정대수를 산출하기 위한 시뮬레이션으로 2대에서 4대까지의 시스템을 시뮬레이션 한 내용으로 시스템의 성능은 프로세스장비에서 반송 요구를 했을 때 모든 시스템 의 반송요구에 대한 97% 완료했을 때 이송시스템의 대응 능력을 판단하기로 기준 을 정하여 실시 하였다.
처음 2대의 시스템을 운영하였을 때의 노란색 라인의 97% 완료할 수 있는 시간이 570~600초(9.5~10분) 부근에서 나타나고 있고, 3대의 시스템을 운영할 경우는
270~300초(4.5~5분) 4대를 운용하였을 때는 210~240초(3.5~4분)사이에서 97%의 반송요구량에 대하여 완료함을 알 수 있다.
이 시뮬레이션 에서 가장 좋은 성능을 나타내는 4대를 도입하는 것이 가장 적절한 가? 에 대한 답변은 알 수 없다 이다. 왜냐하면 2대의 시스템은 현저히 뒤떨어지 는 것을 알 수 있지만, 3대와 4대의 시스템의 성능은 크게 차이를 나타내지 않고 있다. 3대와 4대의 1분 내외의 시간차가 시스템을 도입하는데 드는 비용에 비하여 더 효율적이라고 말할 수 없다. 어떠한 경우 든 적정한 시스템의 성능과 그 비용과 의 상관관계를 고려 하여야 하며, 이는 적용하고자 하는 시스템의 특성과 중요성과 도 연관이 있으며, 대부분의 경우 너무 많은 시스템을 도입하였을 경우 많은 시스템 간의 교통혼잡(Traffic Congestion)으로 인하여 시스템의 성능을 저하시킬 수 있다.
4. 레이아웃에 대한 평가
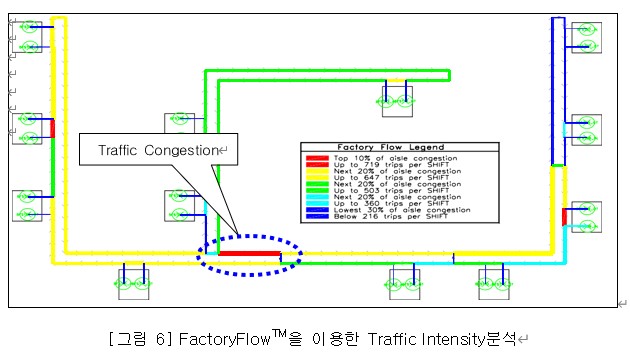
생산라인에 대한 기본적인 개념의 정립 및 설계가 완료된 후 실제 시스템을 가동했 을 경우 각 생살라인에서의 이송시스템이 재공품(WIP)을 이송하게 된다. 이 대 이 송시스템의 기본적인 경로를 레이아웃 작성시 정의하게 되는데, 이러한 이송시스 템의 경로가 타당하게 이루어 졌는가에 대한 평가를 하게 되며 [그림 6]은 EDS사 의 FactoryFlowTM Version 7.1을 이용한 교통량 밀도분석(Traffic Intensity)분석을 실 시한 예로써, 특정 부분에서 교통량의 증가(Traffic Congestion)이 발생하는 것을 알 수 있다. 이러한 부분에 대하여 물류이송의 경로를 변경하거나, 우회경로의 마 련 등을 통하여 분산시킬 필요가 있다
결론
자동반송시스템과 Fab의 레이아웃을 계획하고 실행하는 경우 또는 기존 생산라인에 대한 문제점의 도출을 위한 시뮬레이션을 통한 분석을 실시한다는 것은 특정 담당자들로만 진행할 수 없다.
시뮬레이션과 분석의 기초는 초기 생산라인의 기본 프레임의 설정, 많은 변수들, 현실적인 제약사항과 실행 가능한 아이디어 등의 모든 경우들을 얼마만큼 세밀하게 나타내고 시뮬레이션 모델에 도입 또는 간략화를 할 수 있느냐에 따라 실제 라인을 좀더 정밀하게 모델링 할 수 있다. 시뮬레이션을 통한 모델링은 모든 경우를 반영할 수는 없어도, 각 단계별로 수학적 모델링과 통계적 이론을 바탕으로 간략화 하 여 수많은 과정을 반복하여 각 단계별로 타당한가에 대한 검증이 이루어져야 한다. 이러한 많은 과정을 진행하기 위하여 각각의 필요부서에서의 참여와 적극적 참여가 밑바탕이 될 수 있다.
기존의 국내의 제조라인의 운영 또는 신규라인의 구성에 시뮬레이션 기법의 적용은 국내 제조업을 운영하던 분야에서 보면 현실적으로 다른 분야라고 생각할 수 있으며, 실제로 제조라인을 도입한 경험에 의하여 실행된 경우가 대부분일 것이다. 이러한 객관적인 평가를 통하여 제조공정에 대한 검증절차와 적절한 대안의 도출을 실시할 경우, 그 생산라인의 생산효율은 높은 증가로 나타날 수 있다는 것을 제조 라인을 운영하는 담당자뿐만 아니라, 최고 경영자의 객관적 분석의 필요성에 대한 인식과 실행의 의지가 가장 중요하다.
본 글은 25년간의 반도체제조라인, 디스플레이 및 대형 제조라인의 기획에 관한 경험을 바탕으로 작성한 글로서 저작권은 에스엠케이테크에 있으나 자유로이 참고하거나 인용할 수 있음
반도체 및 디스플레이 제조라인의 보다 세부적인 라인기획 방식에 대하여 궁금할 경우 Contact메일로 문의 하십시요.